水洗型錫膏-在印刷機里面加裝了空調,濕度位置在30%左右 2.4H換錫膏,,恐怕做不到,,因為產品的關系,我們5~6分鐘才印刷一次錫膏,,4H換一次錫膏的話,,基本上90%以上的錫膏都要報廢了.BOSS絕對不會同意這么做的~,目前我們是24小時換一次錫膏啊 其實在 產品安全間距維持在0.18~0.2mm,,0201 PCB Land 0.75X0.35時,,錫膏的矛盾不怎么突出. 自從新產品的安全間距減小到0.15mm 0201 PCB Land 0.68X0.35時,錫膏的矛盾就異常突出了,,更要命的是0201全部是MLCC的電容,,很容易發(fā)生橋接異常.
1.水洗型錫膏-要注意以下幾點:
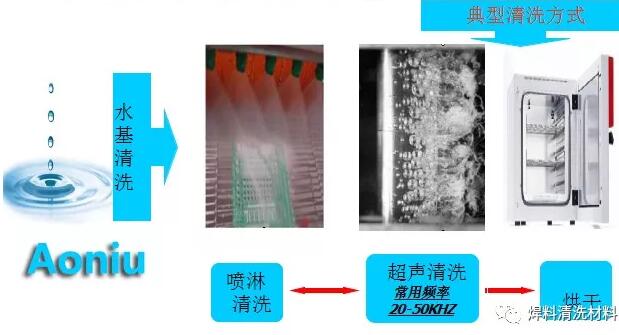
- 1.印刷機里的溫濕度的控制溫度控制在25度左右,濕度在20%左右.可以在印刷機里加空調控制.
- 2.錫膏的使用時間不要過長4H足以時間長了容易塌陷短路.
- 3.貼片壓力不要太大,回流焊應采用RTS型曲線升溫保持在1℃以下,快了容易塌陷造成短路.另外如有用貼片治具生產時應注意控制治具的溫度
2.水洗型錫膏-保持的濕度
我們公司的所有產品都需要進行 Flux clean,,說以使用了一款銦泰的水溶性錫膏,,沉痛的實際經驗告訴我:水溶性錫膏對環(huán)境的濕度很敏感,一般濕度超過40%,,就很難控制印刷效果了,,錫膏坍塌的特別厲害,也容易刷橋接,!現在又到夏天了,,環(huán)境因素會變得更不利于溫濕度的管控,印刷的噩夢又要開始了~~不知大家是否有使用水溶性錫膏的經驗,,望分享下,,謝謝! 目前我們的做法是將溫度控制在25度以下,,濕度在40%以下,,錫膏在鋼網上的使用時間是8小時.
3.水洗型錫膏-保持的溫度
我們在印刷機里面加裝了空調,濕度位置在30%左右 2.4H換錫膏,,恐怕做不到,,因為產品的關系,我們5~6分鐘才印刷一次錫膏,,4H換一次錫膏的話,,基本上90%以上的錫膏都要報廢了.BOSS絕對不會同意這么做的~,,目前我們是24小時換一次錫膏啊 其實在 產品安全間距維持在0.18~0.2mm,0201 PCB Land 0.75X0.35時,,錫膏的矛盾不怎么突出. 自從新產品的安全間距減小到0.15mm 0201 PCB Land 0.68X0.35時,,錫膏的矛盾就異常突出了,更要命的是0201全部是MLCC的電容,,很容易發(fā)生橋接異常.
4.水洗型錫膏-工作方式
向印刷機內部吹入“可控流量”的干燥空氣,,已達到除濕的目的.實際應用中,也確實起到了一定的除濕效果.但是還不是很理想,,究其原因,,可能就是liu大所說的風來去的方向和局部擾動影響了除濕效果,我們提出了分散進風口,,以全面除濕的設想,,但這些思路的執(zhí)行牽扯到部門利益,進展緩慢啊. 2.錫粉的球徑大小是否也會對錫膏的“吸濕性”產生影響呢,?我個人認為diameter越大,,錫球間的間隙就越大(體積百分比),Flux的“表面積“也就越大,,與空氣接觸的也就越充分,。從而更容易“吸濕”.而我們的錫膏是Type-3的......我們竟然使用Type-3的錫膏生產大量使用0201 元件的產品,而且鋼網厚度還是0.06的,,而且一用就是一輩子